奕铭厂家的机床防护罩与钣金技术要求
机床防护罩与钣金技术要求据不同的要求选择不同落料方式,其中有激光,数控冲床,剪板,模具等方式,然后根据图纸做出相应的展开。数控冲床受刀具方面的影响,对于一些异形工件和不规则孔的加工,在边缘会出现较大的毛刺,要进行后期去毛刺的处理,同时对工件的精度有一定的影响;激光加工无刀具限制,断面平整,适合异形工件的加工,但对于小工件加工耗时较长。在数控和激光旁放置工作台,利于板料放置在机器上进行加工,减少抬板的工作量。一些可以利用的边料放置在指定的地方,为折弯时试模提供材料。
在工件落料后,边角、毛刺、接点要进行必要的修整(打磨处理),在刀具接点处,用平锉刀进行修整,对于毛刺较大的工件用打磨机进行修整,小内孔接点处用相对应的小锉刀修整,以保证外观的美观,同时外形的修整也为折弯时定位作出了保证,使折弯时工件*在折弯机上位置一致,保障同批产品尺寸的一致。在落料完成后,进入下道工序,不同的工件根据加工的要求进入相应的工序。有折弯,压铆,翻边攻丝,点焊,打凸包,段差,有时在折弯一两道后要将螺母或螺柱压好,其中有模具打凸包和段差的地方要考虑先加工,以免其它工序先加工后会发生干涉,不能完成需要的加工。在上盖或下壳上有卡勾时,如折弯后不能碰焊要在折弯之前加工好。折弯时要首先要根据图纸上的尺寸,材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。工程钣金加工
其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。压铆时,要考虑螺柱的高度选择相同不同的模具,然后TOX机器的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废。
奕铭告诉你如何校正机床防护罩的施工及设备
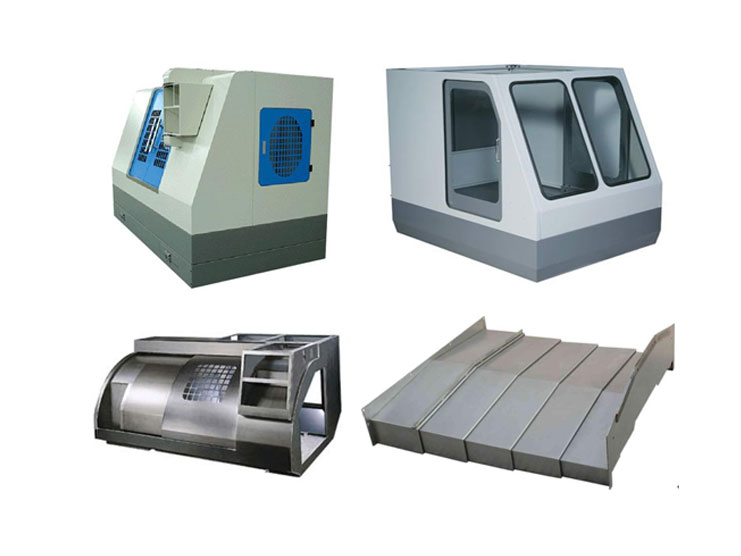
机床防护罩安装
一、施工准备
(一)技术准备
1、设备图、安装基础图、工艺流程图、产品使用说明书;
2、土建相关的图纸;
3、国家规定的施工规范及标准;
4、施工平面布置图。
(二)主要器具及材料
1、机具:电焊机、砂轮机、导链、千斤顶、钳工移动操作台、轮轴节定心卡具、钢丝绳、手电筒、各种钳工工具及专用工具。
2、材料:钢板、橡胶板、道木、木板、铜皮、铅丝、煤油、汽油、砂布、金相纸、塑料布、白布、棉纱、尼龙绳、脱脂液等。
3、仪器仪表:水准仪、千分表、外径千分尺、内径千分尺、游标卡尺、水平仪、塞尺、钢板尺、卷尺、转速表等。工程钣金加工
(三)现场作业条件
1、设备房内墙面、门窗及内部粉刷等基本完毕,能遮蔽风、沙、雨、雪。
2、接通水源、电源、运输和消防道路畅通。
3、土建设备基础已完成。
二、施工工艺
(一)设备基础
1、基础的检验
(1)基础的主要技术要求
1)基础重心与设备重心应在同一铅垂线上,其允许偏移不得超过基础中心至基础边缘水平距离的3%~5%。
2)基础标高、位置和尺寸,必须符合生产工艺要求和技术条件。
3)同一基础应在同一标高线上,但设备基础不得与任何房屋基础相连,而且要保持一定的间距。
4)基础的平面尺寸应按设备的底座轮廓尺寸而定,底座边缘至基础侧面的水平距离应不小于100mm。钣金加工厂
5)设备安装在混凝土基础上,当其静荷载P≥100N/m2时,则混凝土基础内要放两层由直径10mm的钢筋以15cm方格编成的钢筋网加固,上层钢筋网低于基础表面不应小于5cm,其上下层钢筋网的总厚度不应小于20cm。
6)凡精度较高,且不能承受外来的动力,或本身振动大的设备,必须敷设防振层,以减小振动的振幅,并防止其传播。
7)有可能遭受化学液体或侵蚀性水分影响的基础,应设置防护水泥。
(2)基础的验收
1)所有基础表面的模板、地脚螺栓固定架及露出基础外的钢筋等都要拆除,杂物(碎砖、脱落的混凝土块等)及脏物和水要全部清除干净,地脚螺栓孔壁的残留木壳应全部拆除。
2)对基础进行外观检查,不得有裂纹、蜂窝、空洞、露筋等缺陷。钣金加工
3)按设计图样的要求,检查所有预埋件(包括地脚螺栓)的正确性。
4)根据设计尺寸的要求,检查基础各部尺寸是否与设计要求相符合,如有偏差,不得超过允许偏差。